新聞動態
新聞動態
- 青島激光切割加工技術
- 青島激光切(qiē)割加工(gōng)加工 冷(lěng)卻機組
- 青島激光切割(gē)加工對外加工鋼靈金屬
- 青島激光切割加工加工注意 鋼靈金屬
- 青(qīng)島(dǎo)激光(guāng)切割加工對外加工鋼(gāng)靈
- 青島激光切割加工加工
聯係我們
郵箱:hongju9034@163.com
手機:15898875559
電話:0532-67766451
地址:山東(dōng)省青島市即墨區(qū)西叫工業園
公司動態
激光切割機加(jiā)工燒邊的原因及解決方案
作者:宏(hóng)聚環保 發布時間:2021-08-21 10:28:09點擊:270
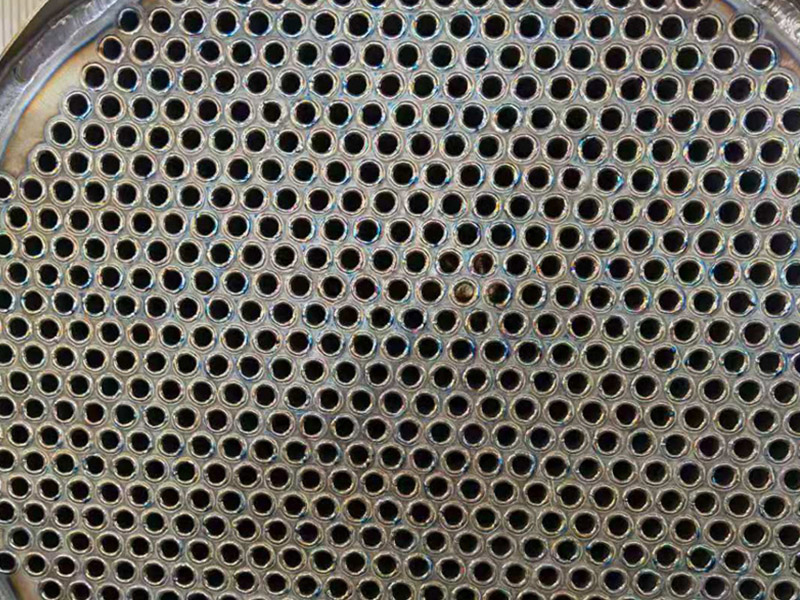
1、金屬激光切割機在碳鋼小孔切割時產生過燒的解決方法:在以氧氣為輔助氣體的碳鋼(gāng)切割中,解決問題的關鍵在於如何控製氧化反應熱的產生。可采用穿孔(kǒng)時輔助氧氣,滯後切換為輔助空氣或氮氣來切割的方(fāng)法。這種方法較大可加工1/6厚板的小孔。低頻率、高峰值(zhí)輸出(chū)功率的脈衝切割(gē)條件具有能減少熱量輸出的(de)特點,有助於(yú)切割條件的優化。把條(tiáo)件設定為單一脈衝(chōng)激光(guāng)束、能量(liàng)強度大的高(gāo)峰值輸出、低頻條件,可有效減少穿孔過程中熔融金屬在(zài)材料表麵的堆積,有效控製熱量輸出。
2、金屬激光切割機在鋁合金及(jí)不鏽鋼切割中(zhōng)的解決方法:在此類材料加工中,使用(yòng)的輔助氣體是氮氣,在切割中是不會發生燒邊,但是,由於小孔(kǒng)內側(cè)材料的溫度很高,內(nèi)側的掛渣現(xiàn)象將比較頻繁。有效的解決方法是加大輔助氣體的壓力(lì),將條件設為高峰值輸出、低(dī)頻率的脈衝條件。輔助氣體使用空氣(qì)時也(yě)和使用(yòng)氮氣時一樣,是不會發生過燒的,但卻很容易在底部出現掛渣,需要將條件設置為高輔助氣(qì)體壓力、高峰值輸出、低頻率的脈衝條件(jiàn)。
- 上一篇:激光切割加工出現毛刺的解決方法
- 下一篇:激光切割加工穿孔技術的應用
新聞資訊
-
2022-10-21青島(dǎo)激(jī)光切割加工技術
-
2022-10-20青島激光(guāng)切割加工加工 冷卻機組
-
2022-10-19青(qīng)島激光切割加工(gōng)對外加工鋼靈金屬
-
2022-10-18青島激光切割加(jiā)工(gōng)加工注意 鋼靈金屬
樣品展示



